2256369
| Question | Answer |
| Denken in Modellen | • Modelle zur Lösung von betriebswirtschaftlichen Problemstellungen • Modell = vereinfachtes Abbild der Realität • Modelle bedürfen Annahmen und Gestaltungsparameter um Erreichung des Optimierungsziels analysieren zu können • Betriebswirtschaftliche Modelle geprägt durch Gestaltungsparameter, Nebenbedingungen und Optimierungsziel |
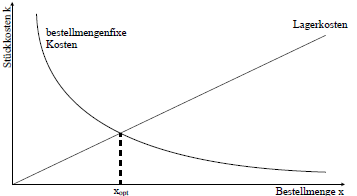
| Die optimale Bestellmenge | • Ziel: Kostenoptimale Vorrats- & Lagerhaltung bei Fertigungsprozessen • Einsatzfaktoren müssen hierfür bedarfsgerecht zu Verfügung stehen → einsatzsynchrone Anlieferung & fallweise Beschaffung nicht möglich und nicht sinnvoll → Lösung: fertigungsnahe Lagerhaltung = kontinuierliche Lagergutentnahme, regelmäßige Lagerauffüllung • Vorratshaltung und Bestellwesen analysieren für optimale Bestellmenge • Optimierungsproblem: 2 gegenläufige Kostenarten 1. Lagerhaltungskosten = Kosten zur Lagerhaltung (Raum, Personal, Lagerkapital) = je größer Lagerbestand, desto größer Lagerhaltungskosten → Optimum: Lagerbestand möglichst klein 2. Bestellkosten = bestellmengenfixe Kosten, unabhängig von Bestellmenge in fester Höhe = Anlieferungskosten, Kosten der Angebotseinholung = je größer Bestellmenge, desto geringer Stückkosten von Bestellung, da mit einem Bestellvorgang ausgesorgt werden kann → Optimum: Bestellmenge so groß, dass eine Bestellung ausreicht ☛ Zielkonflikt zwischen Lagerkosten- & Bestellkostenminimierung: Je größer Bestellmenge, desto größer Lagerkosten! |
| Abbildung: Stückkosten in Abhängigkeit von der Bestellmenge | |
| Basismodell Ermittlung der optimalen Bestellmenge: Annahmen | • Gesamtbedarf für Fertigungsperiode vorab bekannt = insgesamt zu beschaffende Menge, die in gleich große Bestellmengen x aufgeteilt wird • Kontinuierliche Lagerentnahme in gleichbleibenden Mengen; keine nicht fertigungsbezogene Lagerabgänge (Diebstahl) • Keine Beschaffungs-, Lagerungs- & Finanzierungsrestriktionen • Kein Sicherheitsabstand zwischen letzter Lagerentnahme und neuen Lagerzugang, da zeitlicher Abstand bei 0 • Konstante Einstandspreise/Stückpreise = p0 Geldeinheiten • Konstanter Lagerkostensatz = 1 % des Lagerbestandswertes |
| Bestimmung der Lagerkostenfunktion | → auf Basis der Annahmen • Gesamtbedarf der Periode: M • Lagerbestand bei n-maliger Beschaffung: x = M / n → Lagerbestand unmittelbar vor nächster Anlieferung: x = 0 • Mittlerer Lagerbestand: x/2 = (x+0) / 2 • Mittlerer Lagerbestandswert: (x/2) × p0 • Lagerkosten pro Jahr bei Lagerkostensatz 1/100: LJ = (x × p0 × l) / (2×100) • Lagerkosten pro Bestellung: LB = LJ / n = (x × p0 × l) / (2×100 × n) • Lagerkosten pro Stück: Ll = LB / x = (x × p0 × l) / (2×100 × M) • Bestellmengenfixe Kosten pro Stück: kf = FB / x (FB sind gesamte bestellmengenfixe Kosten) • Gesamte Stückkosten: k_gesamt = p0 + kf + kl • Zu optimierende Stückkosten ohne p0: k_Bestell = f(x) = kf + kl ! ☛ Optimale Bestellmenge: x_opt = √(200×M×F) / (p0 × l) → Minimum der Stückkostenfunktion f(x) = Ableitung von f(x) = 0 → x_opt steigt mit größerem Gesamtbedarf M ☛ Optimale Bestellhäufigkeit: n_opt = M / x_opt ☛ Optimale Lagerzeit: t_opt = 1 Jahr / n_opt ☛ Mittlere Lagerdauer = t_opt / 2 |
| Weiterentwicklung des Grundmodells zur optimalen Bestellmenge | • Grundmodell = einfachste Form der Bestellmengenoptimierung • Modell ist keine perfekte Lösung, da die vielen Annahmen die Anwendbarkeit einschränken • Sondersituationen wie Mengenrabatte oder Lieferverzögerungen werden nicht erfasst • Modellerweiterungen entstanden, um Einschränkungen aufzulösen und Modell realitätsnäher zu machen → Modelle werden immer komplexer • modelltheoretische Vorgehensweise / Grundmuster betriebswirt. Analyse jedoch immer gleich → Festlegung von Zielgrößen, Gestaltungsparameter, Annahmen & Nebenbedingungen, die mathematisch modelliert werden • Modellierung unterscheidet sich nur in Grad der Realitätsvereinfachung |
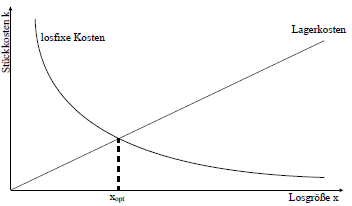
| Die optimale Losgröße | • Modell der Bestellmengenplanung für die Ermittlung der optimalen Losgröße • Losgrößenprobleme = wenn Kapazitäten wie Maschinen von mehreren Kostenträgern/ Endprodukten im Wechsel nacheinander genutzt werden müssen • Los = ein einziger Fertigungsgang • Losgröße = Anzahl der hergestellten Fertigungseinheiten einer Sorte ohne Unterbrechung • Optimale Losgröße = minimale Stückkosten bei gegebener Gesamtproduktionsmenge • Optimierungsproblem: zwei gegenläufige Kostenarten 1. Lagerhaltungskosten der Fertigerzeugnisse = Kosten zur Lagerhaltung (Raum, Personal, Lagerkapital) = je größer der Lagerbestand, desto größer die Lagerhaltungskosten → Optimum: Lagerbestand so klein wie möglich 2. Umrüstkosten (Kosten des Sortenwechsels) = losfixe Kosten, unabhängig von Losgröße in fester Höhe = Umbau-, Umstellungs- & Reinigungskosten = je größer die Losgröße, desto geringer die Umrüstkosten pro Stück → Optimum: Losgröße so groß wie möglich ☛ Zielkonflikt zwischen Lagerkosten- & Umrüstkostenminimierung: Je größer die Losgröße, desto größer die Lagerkosten! |
| Abbildung: Stückkosten in Abhängigkeit von der Losgröße | |
| Basismodell zur Ermittlung der optimalen Losgröße: Annahmen | • Gesamtabsatzmenge für Fertigungsperiode vorab bekannt = gesamte Produktionsmenge, die in gleich große Losgrößen x aufgeteilt wird • Kontinuierliche Fertigwarenlagerabgänge in gleichbleibenden Mengen; keine nicht fertigungsbezogene Lagerabgänge (Diebstahl) • Keine Absatz-, Produktions-, Lagerungs- & Finanzierungsrestriktionen • Kein Sicherheitsabstand zwischen letzter Lagerentnahme und neuen Lagerzugang, da zeitlicher Abstand bei 0 • Konstante übrige Herstellungskosten pro Stück = p0 Geldeinheiten • Konstanter Lagerkostensatz = 1 % des Lagerbestandswertes |
| Bestimmung der Loskostenfunktion | Mathematischer Lösungsansatz: → identisch wie bei Bestellmenge • Gesamtabsatzmenge: M • übrige Stückherstellkosten: p0 • F: losfixe Kosten • l: Lagerkostensatz in % pro Jahr • n: Auflagehäufigkeit, Zahl der Lose pro Jahr • x: Losgröße ☛ Optimale Losgröße: x_opt = √(200×M×F) / (p0 × l) ☛ Optimale Auflagenhöhe: n_opt = M / x_opt (Lose pro Periode) |
| Modell der optimalen Bestellmenge vs. Modell der optimalen Losgröße | • Fixkosten: bestellmengenfixe vs. losgrößenfixe Kosten • Lager: Wareneingangslager vs. Warenausgangslager • Preis: Beschaffungspreis pro Stück vs. sonst. Herstellungskosten pro Stück |
| Das optimale Sortiment | • Welche Produktarten in welcher Menge sollen in Rechnungsperiode hergestellt werden? • Optimierungsziel: Maximierung des Deckungsbeitrags, der Fixkosten deckt • Leistungsprogrammplanung mit Deckungsbeiträgen • Optimales Sortiment dient Renditemaximierung, kann auch aus nur einem Produkt bestehen und kann ein Nullvektor sein |
| Kein Engpass | = Unterbeschäftigung, freie Kapazitäten, so dass maximale Absatzmenge produziert werden kann • alle Erzeugnisse mit positivem Deckungsbeitrag werden hergestellt • Erzeugnisse mit negativem Deckungsbeitrag sollten aus Sortiment gestrichen werden, wenn die entgehenden Umsätze kleiner als die eingesparten variablen Kosten sind |
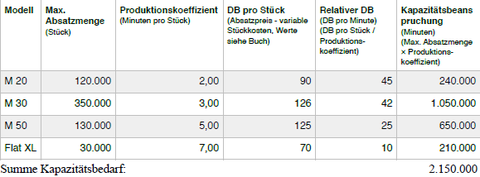
| Ein Engpass | = ein Einsatzfaktor ist nur beschränkt verfügbar, so dass die verschiedenen Produkte um Engpassfaktor konkurrieren • maximale Absatzmenge kann nicht mehr produziert werden • für optimales Fertigungsprogramm reichen Stückdeckungsbeiträge nicht mehr aus → Engpassfaktor muss optimal ausgenutzt werden = Produkte müssen in der Rangfolge ihrer engpassbezogenen Deckungsbeiträge gefertigt werden = relative Deckungsbeiträge • Relative Deckungsbeiträge über Stückdeckungsbeiträge und Produktionskoeffizienten ermittelt → drückt aus, wie Produkte um Engpassfaktor konkurrieren • Produktionskoeffizienten = Anzahl der benötigten Engpasseinheiten zur Produktherstellung → relative Engpassinanspruchnahme |
| Ein Engpass: Beispiel | - verschiedene Monitormodelle müssen eine Maschine durchlaufen, die eine Quartalskapazität von 32.250 Stunden, bzw. 2.115.000 Maschinenlaufzeit besitzt - einzelne Modelle werden unterschiedlich lang in Maschine bearbeitet ☛ Kapazitätsbedarf überschreitet Maximalkapazität um 35.000 Minuten = Engpass ☛ Produkte mit höchstem relativem Deckungsbeitrag werden zuerst zu 100 % produziert, dementsprechend wird nach der Rangfolge der relativen DB produziert → M-Serien werden komplett gefertigt (100 %) → FlatXL nur noch in der Menge der Restkapazität von 175.000 Minuten gefertigt = 25.000 Einheiten (83 % der max. Absatzmenge) |
| Mehr als ein Engpass | = zwei oder mehr Einsatzfaktoren sind nur beschränkt verfügbar, so dass die verschiedenen Produkte um Engpassfaktoren konkurrieren • optimales Fertigungsprogramm nur durch lineares Optimierungsprogramm ermittelbar → Abbildung aller Restriktionen aus Ungleichungsbeziehungen → Lösung Ungleichungsbeziehungenen durch Zielfunktion • durch Rechenverfahren wie „Simplex-Methode“ |
{kind=link}
{kind=link}
{kind=link}
Want to create your own Flashcards for free with GoConqr? Learn more.