
11875815
Description

| Question | Answer |
| Was versteht man unter den generativen Fertigungsverfahren? Nennen Sie 4 mögliche Ausgangsmaterialien! | Die generativen Fertigungsverfahren unterscheiden sich von den konventionellen spanenden Verfahren dadurch, dass sie ein Werkstück durch das schichtweise Aneinanderfügenvon Werkstoff aufbauen, also generieren. Als Ausgangsmaterial sind heute Kunststoff-, Stärke-und Metallpulver, flüssige Harze, kunststoffbeschichtete Folien und Kunststoffdraht im Einsatz. |
| Nennen Sie 5 Kennzeichen der generativen Fertigungsverfahren. | - die Generierung der Schichtgeometrie erfolgt direkt aus den 3D-CAD-Daten - es ist kein Einsatz von produktspezifischen Werkzeugen von Nöten - die Erzeugung der mechanisch-technologischen Eigenschaften geschieht während des Bauprozesses - die Datensätze können grundsätzlich in jeder beliebigen Orientierung gebaut werden (Entfall der Spannproblematik) - alle heute auf dem Markt befindlichen Maschinen können mit dem gleichen (STL)-Datensatz angesteuert werden |
| In welche Anwendungsgebiete kann die Technologie "Generative Fertigungsverfahren" unterteilt werden? | Forschung Endprodukte Werkzeugkomponenten Formen für Metallguss Formen für Werkzeugprototypen Funktionsprototypen Anschauungsmodelle Visualisierungshilfen |
| Beschreiben Sie das Anwendungsgebiet „Rapid Prototyping“. Nennen Sie zudem 4 Merkmale des „Rapid Prototyping“. | Rapid Prototypingbezeichnet die Anwendung der Technologie der generativen Fertigungsverfahren zur Herstellung von Modellen und Prototypen, also von physischen Bauteilen ohne Produktcharakter. generative Herstellung von Bauteilen mit eingeschränkter Funktionalität (Prototypen, Versuchsteile) Eigenschaften: ausgewählte Merkmale, z.B. Geometrie oder Haptik Material kann, muss aber nicht Serienmaterial sein Konstruktion kann, muss aber nicht fertigungsgerecht im Sinne der Serienfertigung sein |
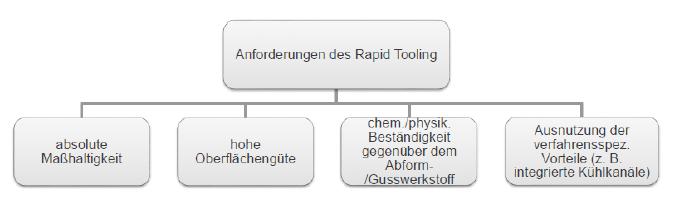
| Beschreiben Sie das Anwendungsgebiet „Rapid Tooling“. Nennen Sie zudem 4 Merkmale des „Rapid Tooling“. | Rapid Toolingbezeichnet die generative Herstellung von Werkzeugeinsätzen, Werkzeugen, Lehren und Formen. schnelle Produktbereitstellung kurze Entwicklungszeiten der Werkzeuge gut geeignete Alternative zum herkömmlichen Werkzeugbau geeignet für kleine und mittelgroße Produktserien Möglichkeit Kühlkanäle zu integrieren |
| Welche 4 Anforderungen werden an das Rapid Tooling gestellt? |
Image:
6 (binary/octet-stream)
|
| Beschreiben Sie das Anwendungsgebiet „Rapid Manufacturing“. Nennen Sie zudem 4 Merkmale des „Rapid Manufacturing“. | Rapid Manufacturingbezeichnet die wirtschaftliche Herstellung von Endprodukten mittels RP-Technologien. Darunter fallen sowohl Positive als Einzelstücke oder in Kleinserien als auch Negative wie z. B. Gussformen oder Werkzeugeinsätze. generative Herstellung von Endprodukten (häufig auch als Serienteile bezeichnet) Eigenschaften: Weist alle Merkmale des Endproduktes auf oder wird vom Kunden für den „Serieneinsatz“ akzeptiert Material ist identisch mit dem des Endprodukts Konstruktion entspricht der des Endprodukts |
| Nennen Sie 5 Vorteile beim Einsatz des „Rapid Manufacturing“. | neue Geometriefreiheitsgrade –Hinterschnitte –Funktionsintegration -neue Designmöglichkeiten Fertigung individueller Bauteile (Mass-Customization) Ersatzteilproduktion „on demand“ Parallelproduktion unterschiedlicher Bauteile konstanter Rüstaufwand geringe Instandhaltungskosten „Werkzeugloser / verschleißfreier“ Betrieb |
| Nennen Sie 5 Nachteile beim Einsatz des „Rapid Manufacturing“. | hohe Investitionskosten qualifiziertes Personal notwendig hohe Werkstoffkosten Nachbearbeitung erforderlich geringe Oberflächenqualität ungenaue Maß-und Formhaltigkeit niedrige Bauraten → lange Bauzeiten Nachbearbeitung erforderlich Prozessinstabilität |
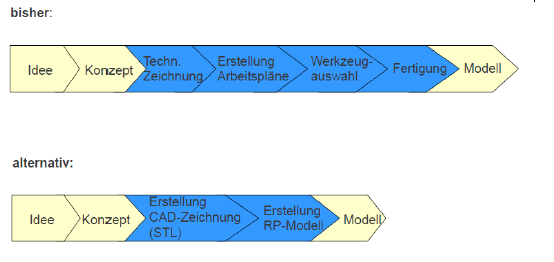
| Stellen Sie die Prozesskette bei der Modellerstellung der konventionellen und der generativen Fertigung dar. Welche Unterschiede ergeben sich hier? |
Image:
10 (binary/octet-stream)
|
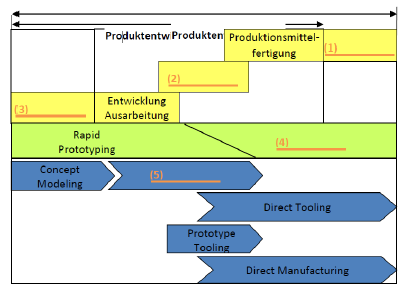
| Benennen Sie in folgendem Schaubild alle fünf fehlenden Prozessphasen und Begrifflichkeiten. |
1. Fertigung/ Prod. 2. Produktionsmittelentwicklung 3. Idee/ Planung/ Konzeption 4. Rapid
Manufacturing 5. Functional Prototyping.
Image:
11 (binary/octet-stream)
|
| In welche 4 Phasen lässt sich die Produktentwicklung unterteilen. Nennen Sie jeweils 2 dazugehörige Merkmale. | Antwort bitte ergänzen. |
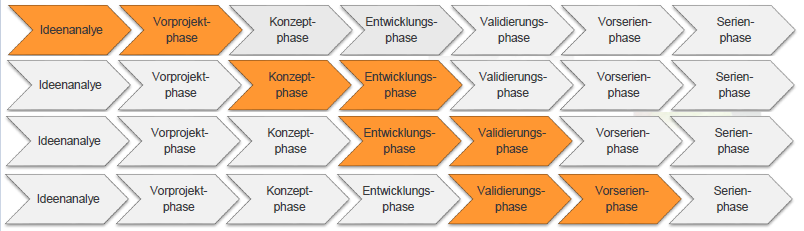
| In welche 4 Arten können Prototypen nach VDI 3404 unterteilt werden? In welcher der aufgeführten Projektphasen kommen diese zum Einsatz? |
1.Konzeptmodell
Konzeptmodell erlaubt Visualisierung von Proportionen
dient zur Kommunikation des grundsätzlichen Erscheinungsbildes.
Modellmaterialien sind preiswert und schnell zu verarbeiten
sichere Entsorgung
geringe Nachhaltigkeit
2.Geometrieprototyp
Überprüfen der Geometrie (z.B. Einbauuntersuchungen)
Modellmaterialien sind preiswert und schnell zu verarbeiten
schnelle Verfügbarkeit zur Reduzierung
3.Funktionsprototyp
Überprüfen von (Teil-) Funktionen
Absichern der Annahmen der numerischen Simulation
das Feststellen der Randbedingungen des Werkzeug-und Formenbaus
wesentliche Funktionen: z.B. Kinematik, Montagegerechtheit,...
Darstellung: Häufig Verzicht auf exakte Wiedergabe der äußeren Form
anstelle dessen Beschränkung auf die wesentlichen Funktionen
hoher Detaillierungsgrad im Bereich der zu prüfenden Funktion(en)
4.Technischer Prototyp
Überprüfen des Bauteils in Versuch und Vorserie
Image:
13 (binary/octet-stream)
|
| Beschreiben Sie das „Konzeptmodell“ (nach VDI 3404) und nennen Sie dessen Anwendung. | Beim Konzeptmodell handelt es sich um die frühestmögliche physische Realisierung eines Produktdesigns oder Produktkonzepts (Solid-Image). Material, Funktion und Maße entsprechen nicht den Produktanforderungen. Wichtigste Zielgröße ist die Anmutung. Es können skalierte, generativ gefertigte Bauteile (Proportionalmodelle)zum Einsatzkommen. Anwendung: Überprüfen des ästhetischen Eindrucks im Anwendungsumfeld. |
| Beschreiben Sie das „Geometriemodell“ (nach VDI 3404) und nennen Sie dessen Anwendung. | Bei Geometrieprototypen handelt es sich um generativ gefertigte Bauteile, bei denen die Beurteilung von Maß, Form und Lage von Bedeutung ist. Die Materialeigenschaften sind dabei sekundär. Anwendung: Überprüfen der Geometrie (z.B. Einbauuntersuchung) |
| Beschreiben Sie den „Funktionsprototyp“ (nach VDI 3404)und nennen Sie dessen Anwendung. | Bei Funktionsprototypen handelt es sich um generativ gefertigte Bauteile, die bereits definierte Produktfunktionen des späteren Serienteiles erfüllen. Eine Überprüfung einiger oder aller Funktionalitäten ist möglich. Form und Gestalt können vom späteren Produkt abweichen. Anwendung: Überprüfen von (Teil-)Funktionen |
| Beschreiben Sie den „technischen Prototypen“ (nach VDI 3404) und nennen Sie dessen Anwendung. | Technische Prototypen unterscheiden sich in den geforderten Eigenschaften nicht wesentlich vom späteren Serienteil. Sie können jedoch auf einem anderen Wege als dem Serienverfahren gefertigt worden sein. |
| Nennen Sie jeweils 3 Vor- und Nachteile durch den Einsatz von Prototypen. | + Verringerung der Komplexität + leichtes Durchspielen von Alternativen + Unterstützung des Simultaneous Engineering - häufig ist nur die Betrachtung des statischen Falls möglich - gegenseitige Beeinflussung verschiedener Parameter ist häufig unbekannt - genaue Kenntnis der Randbedingungen erforderlich - häufig schwer einzuschätzender Zeitaufwand |
| Beschreiben Sie die direkte Prozesskette bei den generativen Fertigungsverfahren und skizzieren Sie das Ablaufdiagramm! Geben Sie ein Produktbeispiel an. |
Einsatzfähige Teile entstehen im gewünschten Werkstoff in einem einstufigen Prozess, wobei ggfs.
Supportentfernung und Reinigung erforderlich sein kann. Im-Ohr-Hörgeräte
Image:
19 (binary/octet-stream)
|
| Beschreiben Sie die direkte mehrstufige Prozesskette bei den generativen Fertigungsverfahren und skizzieren Sie das Ablaufdiagramm! Geben Sie ein Produktbeispiel an. |
Einsatzfähige Teile entstehen in mehreren Schritten, bei denen sich typischerweise an die generative
Fertigung ein oder mehrere Folgeprozesse anschließen (z.B. chemische oder thermische
Umwandlungen, Infiltration). Rohrleitungen
Image:
20 (binary/octet-stream)
|
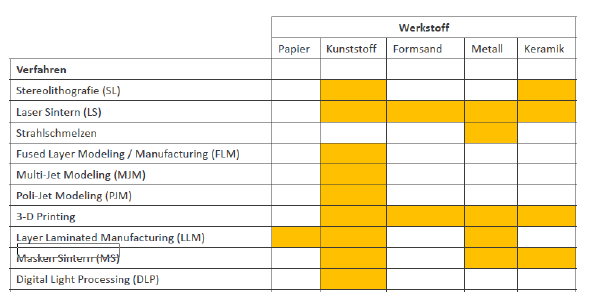
| Welche Materialien setzen die jeweiligen generativen Fertigungsverfahren ein? Vervollständigen Sie dazu die unten stehende Tabelle. (Falsch gesetzte Kreuze führen zu Punktabzug) |
Image:
21 (binary/octet-stream)
|
| Nennen Sie 6 generative Verfahrensgruppen nach VDI 3404. | Bitte Antwort ergänzen. |
| Die wichtigsten generativen Fertigungsverfahren nutzen feste oder flüssige Materialien. Nennen sie für die erste die drei verwendeten Materialformen! Geben sie dafür den jeweiligen Bindungsmechanismus sowie jeweils ein Bespiel an. | Generierung aus flüssigen Phase (Draht, Pulver, Folie) o Draht: Aufschmelzen & Erstarren, Extrusionsverfahren (FDM, MJS), o Pulver: Sintern (SLS, SMS, EBM) Verkleben (3DP) o Folie: Schneiden, Laminieren (LOM,SAHP,LMP) Generierung aus festen Phasen (Paste, Flüssigkeit) o Polymerisieren (TP, SGC, MJM, BIS, SLA, HIS) Generierung aus Gas-Phase o Chemische Reaktion |
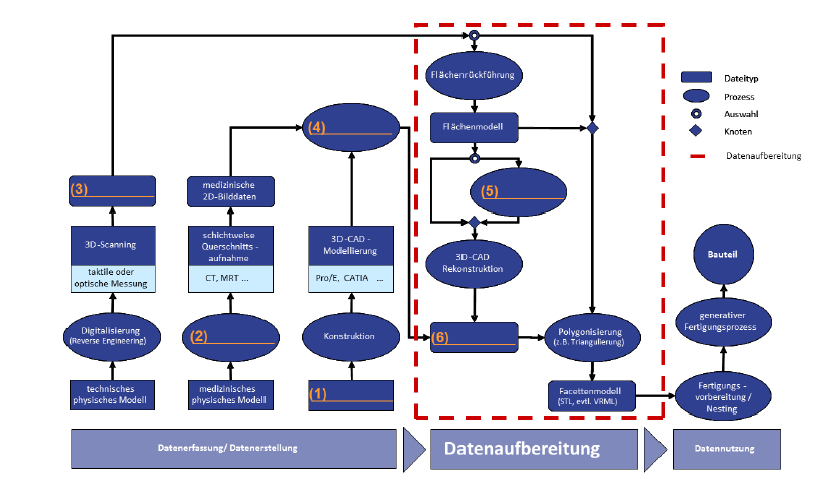
| Vervollständigen Sie die dargestellte Prozesskette um die 6 fehlenden Punkte: |
1.Technisches mentales Modell, 2.Digitalisierung, 3.3D-Punktwolke, 4.Volumisierung,
5.Konvertierung, 6.Volumenmodell
Image:
25 (binary/octet-stream)
|
| Der Ausgangspunkt bei den generativen Fertigungsverfahren ist das 3D-CAD-Modell. Nennen Sie alle 5 weiteren Verfahrensschritte bei den generativen Fertigungsverfahren und beschreiben Sie diese kurz. | Triangulation o Anzahl der Dreiecke so genau wie nötig, aber nicht so genau wie möglich gestalten. o möglichst genaue Annäherung der Geometrieoberfläche durch Dreiecke Slice-Process o Bauteil (STL-Modell) in Schichten „zerlegen“ o geringe Oberflächenqualität o Stufeneffekt Bauprozessvorbereitung o Schichtinformationen werden mit Steuerinformationen in der Anlage verknüpft Bauprozess o Ausgangsmaterialschicht wird auf die Bauplattform aufgebracht o Ausgangsmaterial wird durch eine Energiequelle oder einen chemischen Aktivator verfestigt o Absenken der Plattform um eine Schichtdicke und Aufbringen einer neuen Materialschicht Postprozess o nicht verwendetes Material entfernen o Stützkonstruktionen entfernen (verfahrensabhängig) o Material aushärten (verfahrensabhängig) |
| Welche 5 Schritte umfasst das Preprozessing bei der generativen Fertigung? | Datenerfassung Triangulation Bauteilorientierung Slicing Pfadermittlung |
| Nennen Sie 5 Anforderungen an CAD-Systeme. | parametrische 3D-Konstruktionen durchgängige Datenbasis Hybridmodelle Redundanzfreiheitoffenes System Assoziativität |
| Nennen und beschreiben Sie in chronologischer Reihenfolge die 10 Punkte der in der Vorlesung vorgestellten Prozesskette Reverse Engineering. | 1. Original-Bauteil 2. Vorbehandlung 3. Einscannen 4. Nachbehandlung der Rohdaten 5. Anpassen des Datensatzes 6. Modellherstellung 7. Herstellen der Gussform 8. Gießen des Bauteils 9. Nachbearbeitung 10. Kopie des Bauteils |
| Nennen Sie 6 Vor- und Nachteile des STL-Formats. | + einfache mathematische Beschreibung der Oberfläche + Modelle bleiben auch ohne CAD-Programm skalierbar + kaum Schnittstellenprobleme, da in der ASCII Version Syntaxfehler bei der Programmierung der Schnittstelle sehr leicht erkennbar sind + Reparatur kleiner Fehler ist mit geringem Aufwand möglich + weite Verbreitung des Dateiformats + breite Palette an Eingangsdaten -nur die Geometrie der Bauteiloberfläche wird beschrieben -stets nur Annäherung der tatsächlichen Bauteiloberfläche -möglicher Verlust / Fehler von Informationen bei der Konvertierung -topologischen Informationen des Volumenmodells gehen verloren -hohe Datenredundanz da jeder Eckpunkt min. 3 mal gespeichert ist -hoher Zeitaufwand zum Slicen großer STL-Dateien |
| Nennen Sie 4 mögliche Datenformate für die Nutzung bei den generativen Fertigungsverfahren. Welches hat sich für diese Technologien etabliert? | PLY: Polygon File Format VRML: Virtual Reality Modeling Language CLI: Common Layer Interface SLC: Slicing Contour Format -> STL-Format |
| Welche 3 Vorteile bietet das PLY-Format gegenüber dem STL-Format? | Neben Dreiecken werden auch beliebige andere planare Polygone verwendet. Polygone werden nicht direkt durch ihre dreidimensionalen Punktkoordinaten bestimmt werden, sondern mittels Indizes, die in eine sich anschließende Punkteliste verweisen. → Vermeidung von Mehrdeutigkeiten. → Erheblich Vereinfachung bei der Berechnung von Nachbarschaftsbeziehungen zwischen den Polygonen. Darüber hinaus ist es möglich, beliebige zusätzliche Attribute (Farbe) zu speichern, ohne dass die Datei dadurch für andere Programme, die diese Attribute nicht verstehen, unlesbar wird. Wie das STL-Format kann auch das PLY-Format im ASCII oder binär beschrieben werden. |
| Nennen Sie 5 Eigenschaften des CLI- bzw. SLC-Formats. | Standardformat zum Austausch von Schichtdaten zwischen der Jobvorbereitungssoftware und der Prozesssteuerung Schnitterzeugung erfolgt direkt im CAD-Modell kann mehrere Modelle enthalten, die durch offene und geschlossene Polygone und Schraffurlinien beschrieben werden können Querschnitte gekrümmter Flächen können nur approximativ wiedergegeben werden konturorientierte Schnittstelle enthält nur die einzelnen 2D-Schichtinformationen CLI- (Common Layer Interface) Format ist eine systemübergreifende Schnittstelle das SLI (SLC) Format enthält noch zusätzliche anlagenspezifische Informationen; nicht zwischen verschiedenen Fertigungssystemen austauschbar |
| Nennen und beschreiben Sie 3 mögliche Fehler in der STL-Beschreibung. | Konstruktionsfehler: Überflüssige Daten im Inneren des Körpers, z. B. durch fehlende Vereinigung von Einzelelementen im CAD-System. Umsetzungsfehler: Die Annäherung der mathematisch exakten Kontur durch Dreiecke stellt prinzipiell eine Ungenauigkeit dar. Beschreibungsfehler: Lücken zwischen Dreiecken, doppelte Dreiecke (Überlappungen), falsche Orientierung der Dreiecke… |
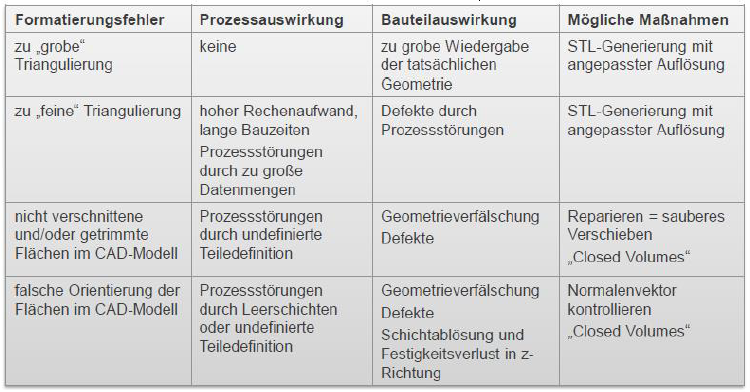
| Zählen Sie 4 mögliche Formatierungsfehler im STL-Datensatz auf. Welche Auswirkungen haben diese Fehler auf den Bauprozess und auf die Bauteilqualität? |
Image:
35 (binary/octet-stream)
|
| Nennen und beschreiben Sie 3 mögliche Reaktionsvorgänge, auf denen die Herstellung von Kunststoffen basiert. | Polymerisation (PE, PVC): Kettenreaktion, bei der ungesättigte Moleküle zu Makromoleküle verknüpft werden. Polyaddition (POM, PU): Stufenreaktion, bei der Makromoleküle durch „Addition“ ohne Abspaltung von Nebenprodukten gebildet werden. Polykondensation(PA, PC): Stufenreaktion, bei der Makromoleküle unter Abspaltung von Nebenprodukten z. B. Wasser, Alkohol gebildet werden. |
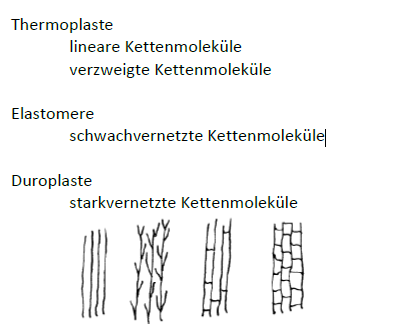
| In welche 3 Werkstoffgruppen lassen sich die Kunststoffe einteilen? Beschreiben Sie die jeweilige Anordnung der Kettenmoleküle. |
Image:
41 (binary/octet-stream)
|
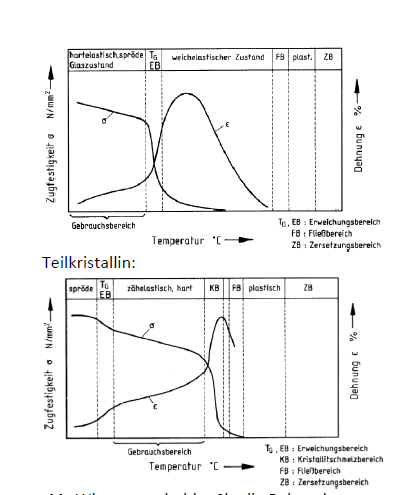
| Wie ist die Glasübergangstemperatur definiert? | bei der Glasübergangtemperatur(Erweichungstemperatur) gehen amorphe Polymere vom flüssigen/gummielastischen Zustand in den glasigen/hartelastischen Zustand über TG ist für jeden Kunststoff unterschiedlich, d. h., man kann sie anhand der Glasübergangstemperatur unterscheiden |
| Skizzieren Sie die Zugfestigkeit σ und die Dehnung ε eines teilkristallinen Kunststoffes in Abhängigkeit einer Skizze und kennzeichnen Sie die einzelnen Zustände. |
Amorph:
Image:
43 (binary/octet-stream)
|
| Wie unterscheidet Sie die Relaxation gegenüber der Retardation bei Kunststoffen? | Relaxieren (Erholen) bedeutet, dass bei einer konstanten Dehnung (Verformung) die Spannung mit der Zeit abnimmt. Retardation(Kriechen) bedeutet, dass bei einer konstanten Last die Deformation mit der Zeit zunimmt. |
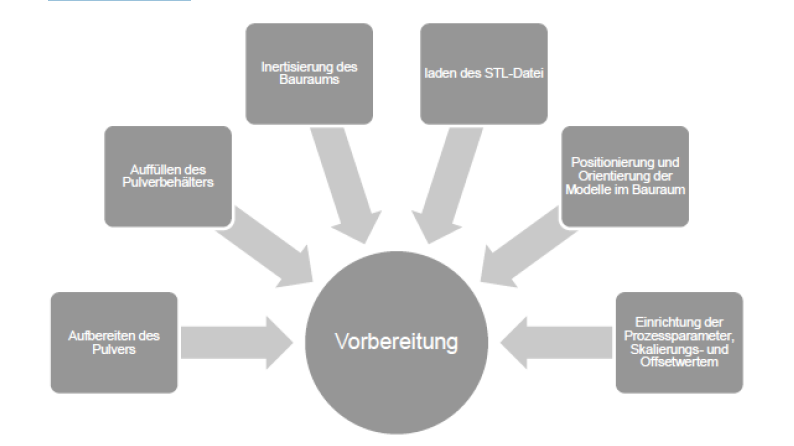
| Welche 4 Schritte umfasst die Vorbereitungsphase beim Laser-Sintern? | Inertisierung des Bauraums mit Stickstoff (Der Sinterprozess läuft unter Stickstoffatmosphäre ab. Der Sauerstoffanteil im Bauraumwird dabei ständig unter 5 % gehalten). - Eine Pulverexplosion wird dadurch verhindert. - Eine Oxidation des Werkstoffs, wodurch die Bauteile eine unansehnliche Verfärbung erhalten können, wird verhindert. DieAnlagenverfügennurteilweiseübereinenStickstoffgenerator.SiewerdenauchvonexternmitStickstoff auseinemStickstoffgroßbehälterversorgt. laden der STL-Dateien in den Anlagenrechner Bauteile im Bauraum grafisch positionieren und orientieren Einrichtung der Prozessparameter , Skalierungs-und Offsetwerte |
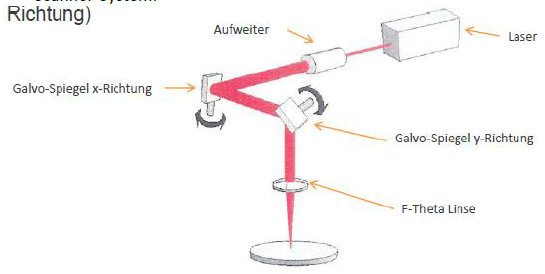
| Skizzieren und beschriften Sie das beim Laser-Sinter-Prozess zum Einsatz kommende Laser- Scanner-System. |
Image:
48 (binary/octet-stream)
|
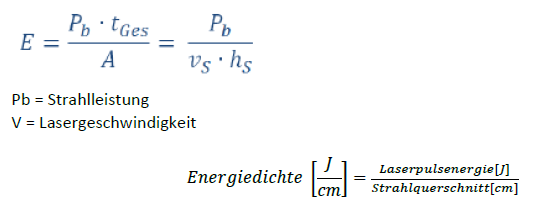
| Wie berechnet sich die Flächenenergiedichte beim Laser-Sintern? Benennen Sie alle vorkommenden Größen. |
Image:
47 (binary/octet-stream)
|
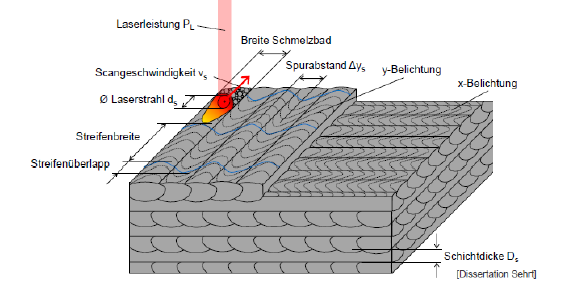
| Welche Aufgaben übernimmt der Fill-Laser und welche möglichen Scanstrategien werden hier angewandt? | Fill-Laser-Power: Der Fill-Laser dient zur Erzeugung der Schichtgeometrie und liefert die Energie zum Aufschmelzen des Pulvers der Energieeintrag des Lasers ist bestimmt durch seine Leistung, die Scangeschwindigkeit und den Fokus die Leistung bestimmt den Verdichtungsgrad des Werkstoffs Lineare Strategie Kreuzstrategie |
| Welche Aufgabe übernimmt der Outline-Laser und welchen Vor- bzw. Nachteil bringt die Nutzung mit sich? | Outline-Laser Power: Der Outline-Laser hat die Aufgabe im Anschluss an die Schichtgenerierung die Randkonturen eines Teils zu belichten und zu glätten Der Outline-Laser fährt exakt die Randkontur ab und glättet im Ergebnis die seitlichen Flächen eines Bauteils Die Verwendung des Outline-Lasers kann je nach Komplexität der Kontur die Prozesszeit erheblich vergrößern Verbessert die mechanischen Eigenschaften durch Verringerung von Kerbstellen |
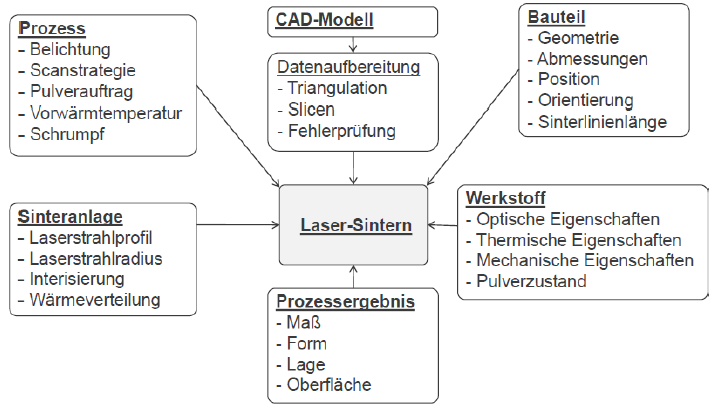
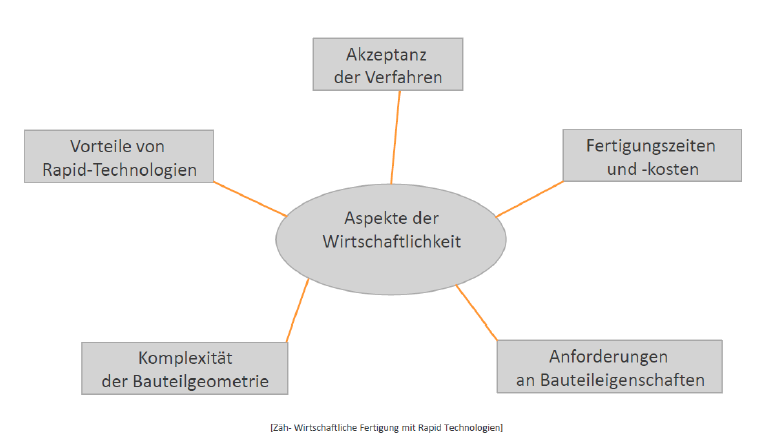
| Nennen Sie 6 Bereiche, dessen Parameter den Laser-Sinter-Prozess beeinflussen können. Zählen Sie zudem 3 Einflussgrößen der jeweiligen Bereiche auf. |
Image:
51 (binary/octet-stream)
|
| Durch welche 3 Parameter wird die Genauigkeit beim Laser-Sintern hauptsächlich charakterisiert? | Verzug Partikelgröße Schichtdicke |
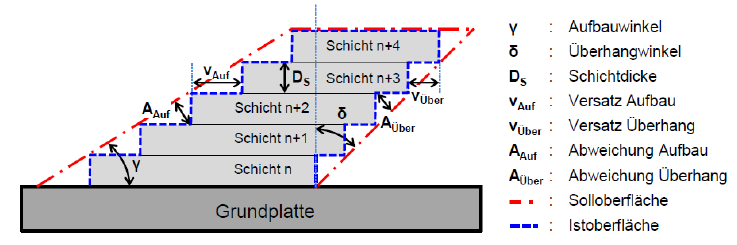
| Ergänzen Sie alle fehlenden Bezeichnungen der unten aufgeführten Skizze des Aufschmelzverhaltens beim Strahlschmelzen. |
Image:
54 (binary/octet-stream)
|
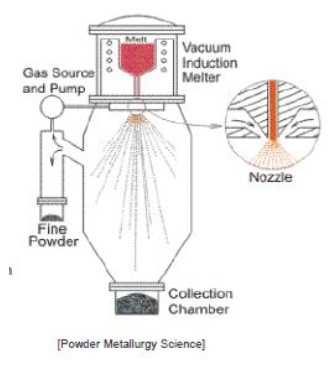
| Beschreiben Sie den Gasverdüsungsprozess zur Herstellung der Metallpulver anhand einer Skizze inkl. Beschriftung. |
Werkstoff aufgeschmolzen und unter Druck durch eine Düse versprüht wird
Image:
53 (binary/octet-stream)
|
| Welche 5 Schritte umfasst der Prozessablauf beim Strahlschmelzen? | Bauplattform absenken Beschichterrückfahrt Vorrat zustellen, Überlauf absenken Pulverauftrag Belichtung |
| Welche 5 Schritte umfasst der PostProzessablauf beim Strahlschmelzen? | nicht verschmolzenes Pulver wird entfernt Bauplattform wird dem Prozessraum entnommen Bauteile werden von der Bauplattform abgetrennt verbleibende Supportstrukturen müssen mechanisch (i. d. R. durch manuelles Abtrennen mit Hammer und Meißel, Sägen,…) entfernt werden Pulveranhaftungen werden durch Strahlen entfernt |
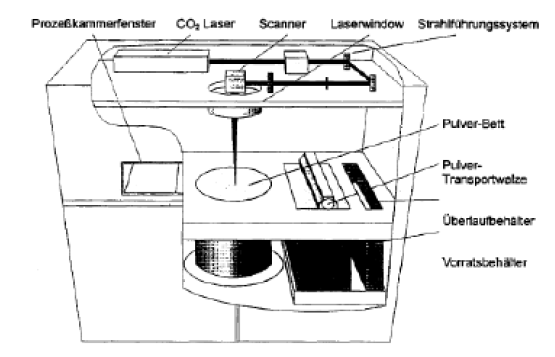
| Beschriften Sie die Punkte (1) - (9) in der folgenden Prinzipskizze des Laser-Sinterns: |
Image:
56 (binary/octet-stream)
|
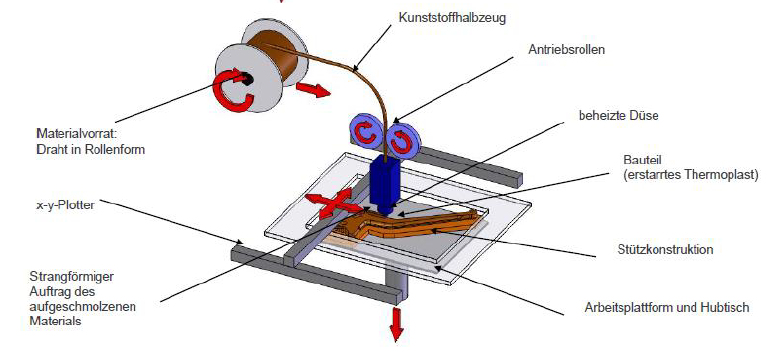
| Beschriften Sie den Verfahrensablauf vom Fused Layer Modeling. |
Image:
57 (binary/octet-stream)
|
| Welche Modellfüllungsarten können beim Fused Layer Modeling eingestellt werden? Nennen Sie zudem jeweils einen Vor- und Nachteil! | Vollgefüllt Vorteile: sehr hohe Stabilität Geringer Verzug Nachteile: Hohe Bauzeit Höheres Gewicht Sparse Vorteile: hohe Stabilität weniger Gewicht etwas kürzere Bauzeit Nachteile: etwas Verzug |
| Welche Stützkonstruktionsarten können beim Fused Layer Modeling eingestellt werden? Nennen Sie zudem jeweils einen Vor- und Nachteil! | Minimal Vorteile: schnelle Stützbauzeit weniger Stützmaterialentfernung schnellerer Postprozess Nachteile: Stützkonstruktionen werden auf ein Minimum reduziert kann nicht bei Schriften benutzt werden Basic Vorteile: hohe Stützstabilität bei feinen Strukturen anwendbar Nachteile: Größere Stützbauzeit Längerer Postprozess Teilgefüllt Vorteile: sehr schnelle Stützbauzeit weniger Stützmaterialentfernung schnellerer Postprozess leichte Entfernung des Stützmaterials Nachteile: mittlere Stabilität für das Modellmaterial (nicht bei sehr filigranen Strukturen benutzen) Surround support Vorteile: sehr hohe Stützstabilität feinste Strukturen können gestützt werden Bauteile werden komplett in Stützmaterial umhüllt Nachteile: sehr hohe Stützbauzeit viel Materialentfernung langer Postprozess |
| Nennen Sie mindestens 4 Hauptanwendungsgebiete des Poly-Jet Modelings. | Kunst-und Designmodelle Verwendung als Modelle für Einbauuntersuchungen sowie zu Test-bzw. Simulationszwecken Verwendung als Funktionsmodelle (mit Schnappverbindungen, Verschraubungen etc.) Modelle für medizintechnische Anwendungen sowie für die Dentalindustrie Urmodellin Abformprozessen wie z.B. dem Vakuumguss Designmodelle und Urmodellen in der Schuhindustrie zur Optimierung der Prozesskette vom Design zur Serienfertigung |
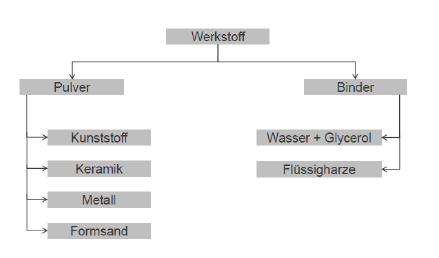
| Das Verfahren 3D-Printing nutzt sowohl einen Binder- als auch einen Materialwerkstoff. Nennen Sie mögliche, aus der Vorlesung bekannte, Werkstoffe beider Komponenten. In welchem Verhältnis werden Material- und Binderwerkstoff eingesetzt? |
Bei Formsand wird zusätzlich ein Härter (Aktivator) eingemischt, der zur Festigkeit beiträgt, den Bind
er aufnimmt und somit eine selektive Festigung ermöglicht
Das Verhältnis von Material zu Binder ist je Pulverwerkstoff unterschiedlich. So wird bei Kunststoffp
ulver ein Verhältnis von ca. 80:20 benutzt und bei Stahl von ca. 40:60.
Image:
59 (binary/octet-stream)
|
| Mit welchen 3 Werkzeugen kann bei dem Layer Laminated Manufacturing das Ausschneiden der Bauteile erfolgen? | Das Ausschneiden erfolgt mittels →Laser →Messer →Fräseroder →Heißdraht |
| Welche Vorbereitungsschritte sind beim Maskensintern notwendig? Nennen Sie 6 Verfahrensschritte. |
Image:
67 (binary/octet-stream)
|
| Beschreiben Sie den Belichtungsprozess beim Digital Light Processing? | Die Belichtung erfolgt mittels einer Hochleistungs-UV-Lampe Mit einem DLPProjektor wird die Maske erstellt →Konvertierung der Baudaten in ein Bitmap-Format(Pixelgraphik) →die UV-Lampe projiziert die Schichtinformationen durch eine Spiegeleinheit auf die Bauebene Die Projizierung erfolgt von unten auf eine Glasplatte, welche die Bauebene definiert und zum Aushärten de Schicht führt Es wird immer eine ganze Schicht auf einmal belichtet und ausgehärtet |
| Nennen Sie 5 Anforderungen an ein generativ hergestelltes Bauteil, die Nachbearbeitungsverfahren zur Folge haben. | Da generativ hergestellte Bauteile viele Anforderungen, wie z. B. Stückzahl, Materialeigenschaften, Optik, Haptik, Oberflächenqualität oftmals nicht ausreichend erfüllen können, kommen verschiedene Nachbehandlungen / Folgetechnologien zum Einsatz. |
| Vervollständigen Sie die Bezeichnungen folgender Skizze: |
Image:
69 (binary/octet-stream)
|
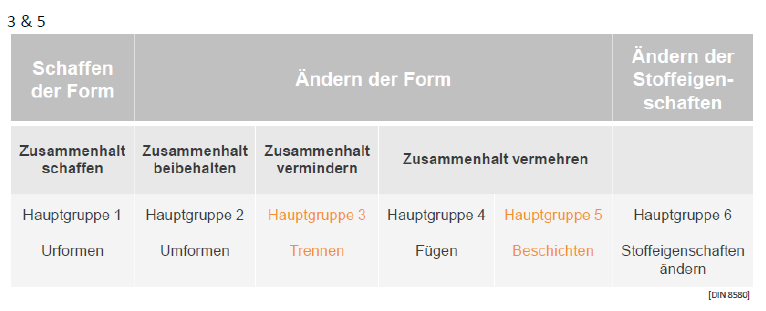
| In welche 6 Hauptgruppen können die Fertigungsverfahren nach DIN 8580 eingeteilt werden? Welche Hauptgruppen können hierbei für die Nachbearbeitung genutzt werden? |
Image:
70 (binary/octet-stream)
|
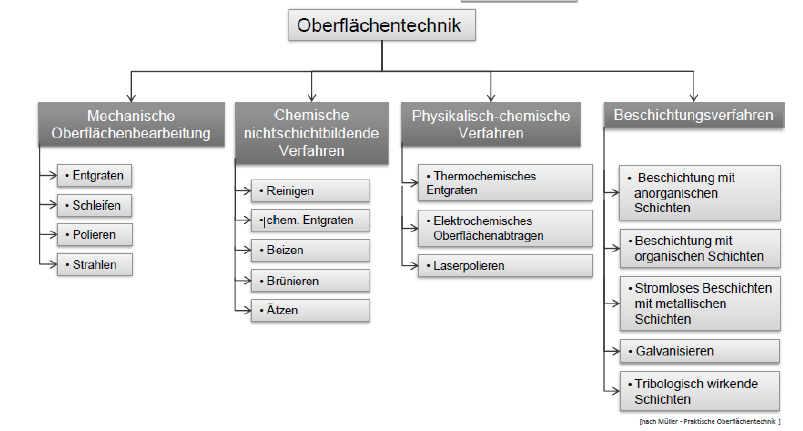
| Vervollständigen Sie das folgende Schaubild um die fehlenden 7 Punkte: |
1. Entgraten, 2. Strahlen, 3. chem. Entgraten, 4. Brünieren, 5. Phys.-Chem. Verfahren, 6. organische Beschichtung, 7. Galvanisieren
Image:
72 (binary/octet-stream)
|
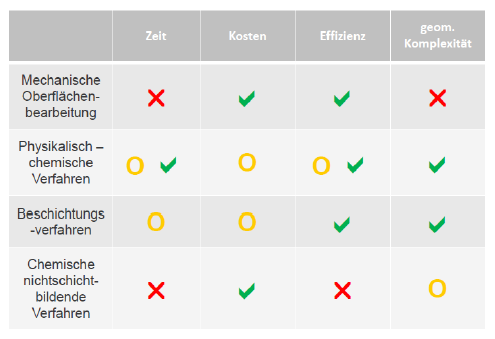
| Nach welchen 4 Faktoren richtet sich die geeignete Auswahl möglicher Nachbearbeitungsverfahren? |
Image:
1 (binary/octet-stream)
|
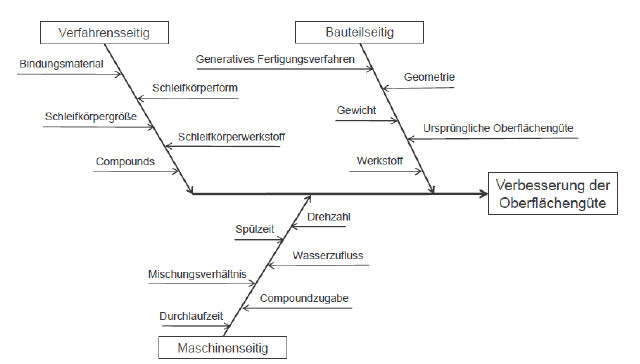
| Die Haupteinflussgrößen beim Gleitschleifen können in drei Kategorien eingeteilt werden. Benennen Sie diese und geben Sie jeweils 3 Einflussgrößen an. |
Image:
73 (binary/octet-stream)
|
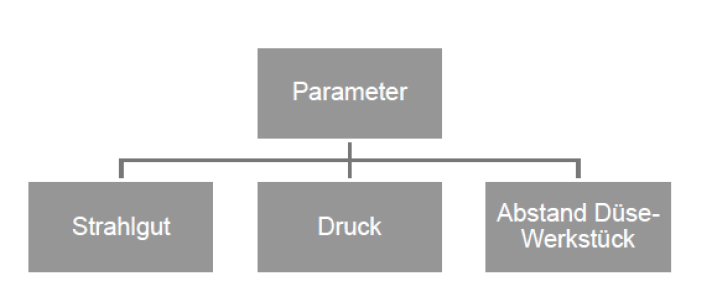
| Nennen Sie 3 mögliche Haupteinflussgrößen beim Nachbearbeitungsverfahren Strahlen. |
Image:
74 (binary/octet-stream)
|
| Nennen Sie 3 mögliche Haupteinflussgrößen beim Nachbearbeitungsverfahren Reinigen. |
Image:
75 (binary/octet-stream)
|
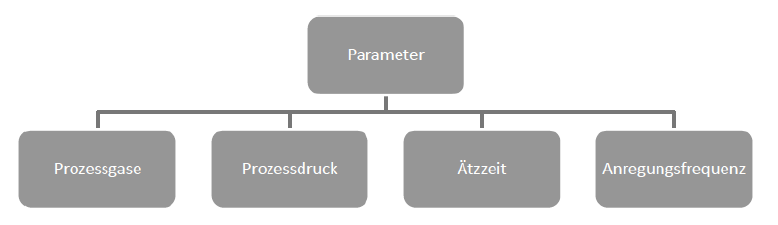
| Die Haupteinflussgrößen beim Beschichten aus dem flüssigen Zustand können in vier Kategorien eingeteilt werden. Benennen Sie diese und geben Sie jeweils 3 Einflussgrößen an. |
Image:
76 (binary/octet-stream)
|
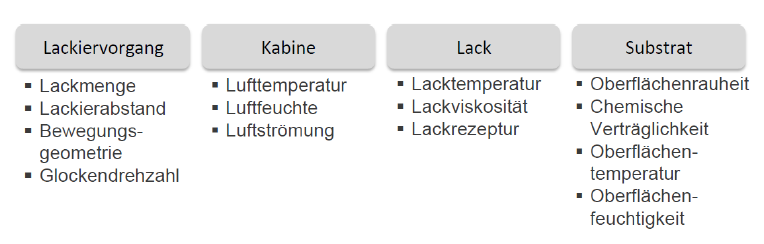
| Die Haupteinflussgrößen beim Beschichten aus dem festen Zustand können in vier Kategorien eingeteilt werden. Benennen Sie diese und geben Sie jeweils 2 Einflussgrößen an. |
Image:
77 (binary/octet-stream)
|
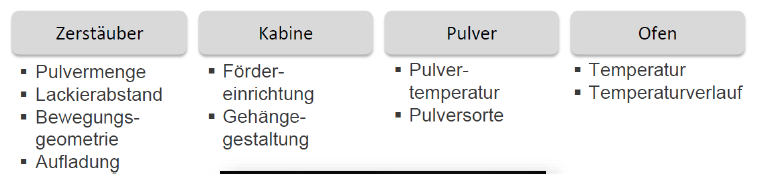
| Nennen sie die 5 Aspekte der Wirtschaftlichkeit bei generativen Fertigungsverfahren. |
Image:
78 (binary/octet-stream)
|
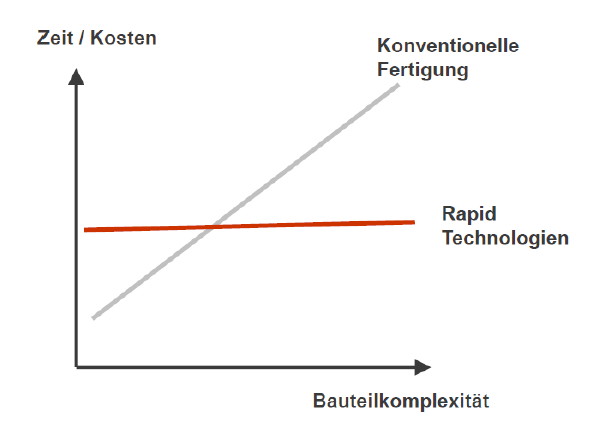
| Beschreiben sie Zeit/Kostenabhängigkeit der generativen Fertigungsverfahren von der Bauteilkomplexität im Vergleich zur konventionellen Fertigung in Form einer Skizze inkl. Beschriftung. |
Image:
79 (binary/octet-stream)
|
| Beschreiben Sie LASER? | LASER = Light Amplification by Stimulated Emission of Radiation - Elektronen anregen, damit diese ihre Umlaufbahn im Atom verlassen - Im Augenblick des Zurückspringens auf die Umlaufbahn wird Energie frei, die zielgerichtet über einen Laserstrahl auf eine Stelle gerichtet wird - Wellenlänge: 1064 nm im infraroten Bereich, nicht sichtbar - Hilfslaser als Zielstrahl |
| Was sind die Einsatzgebiete und die Anwendungen vom Laser?- Elektronen anregen, damit diese ihre Umlaufbahn im Atom verlassen - Im Augenblick des Zurückspringens auf die Umlaufbahn wird Energie frei, die zielgerichtet über einen Laserstrahl auf eine Stelle gerichtet wird - Wellenlänge: 1064 nm im infraroten Bereich, nicht sichtbar - Hilfslaser als Zielstrahl | Anwendungen: Fertigungstechnik, Verkehrstechnik, Reparatur, Kommunikationstechnik, Messtechnik, Navigation, Mikrotechnik, Elektronikproduktion, Medizin Anwendungen: Schneiden, Abtragen, Reinigen, Bohren, Perforieren, Schweißen, Markieren, Biegen, Härten, Löten, Beschichten |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
0 comments
Want to create your own Flashcards for free with GoConqr? Learn more.