20239153
GoConqr Review
Todo lo que estás buscando saber sobre los principios de recubrimientos automotrices,encuéntralo en este magnífico mapa mental.
Mind Map by Lidia Yadira Aguillon Silva, updated more than 1 year ago
|
|
Created by Lidia Yadira Aguillon Silva
about 5 years ago
|
|
Principios de recubrimientos
automotrices.
- Composición química de los
recubrimientos automotrices.
- Cuando hablan de recubrimientos nos referimos a pinturas, temple,
barnices, esmaltes, lacas, imprimaciones, incluso recubrimientos
electrolíticos, que escapan de este campo.
- Los componentes de la pintura varían en gran manera en función del
tipo de acabado que se requiera y de las condiciones de aplicación y
secado.
- La composición genérica de una
pintura es la siguiente:
- El ligante o resina son productos cuya misión es la de
mantener unidas las partículas sólidas, pigmentos y
cargas, una vez esté seca la pintura.
- Las cargas, extendedores o fillers son, en general de
naturaleza inorgánica, aportan cuerpo, materia sólida, y dan
estructura, viscosidad y reología a la pintura
- Los pigmentos son compuestos orgánicos e
inorgánicos cuya función es proporcionar a la
pintura color y poder cubriente.
- Disolventes suelen ser el agua, alcoholes, cetonas, ésteres,
aromáticos y otros productos de naturaleza orgánica que
proporcionan a la pintura manejabilidad, aplicabilidad, etc.
- Aditivos: son productos que se dosifican en pequeñas
cantidades para facilitar el proceso de fabricación de la pintura,
aportar unas características concretas a la película de pintura
seca, crear las condiciones adecuadas para que el secado se
produzca de forma correcta y para estabilizar la pintura en el
periodo de almacenamiento
- El ligante o resina son productos cuya misión es la de
mantener unidas las partículas sólidas, pigmentos y
cargas, una vez esté seca la pintura.
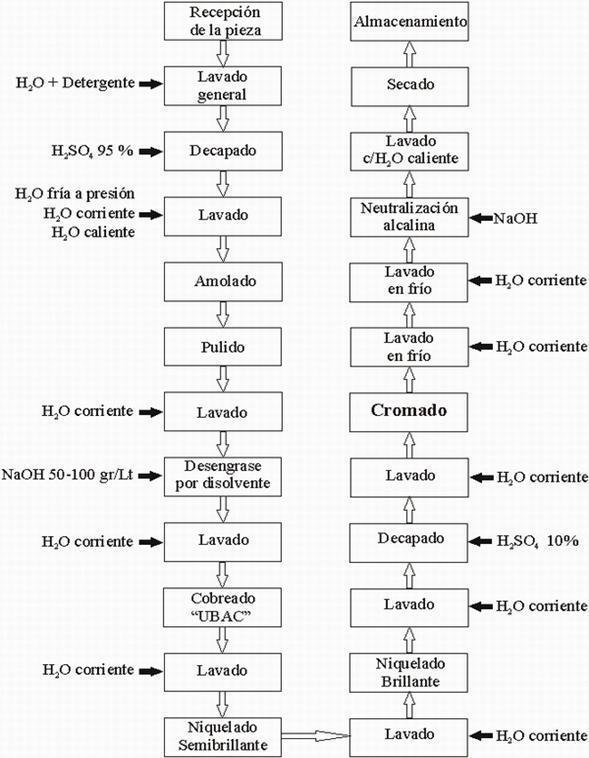
- Niquelado
- El niquelado es un recubrimiento metálico de níquel, realizado
mediante baño electrolítico, que se da a los metales, para
aumentar su resistencia a la oxidación y a la corrosión y
mejorar su aspecto en elementos ornamentales.
- Hay dos tipos de niquelado: Niquelado
mate y Niquelado brillante
- El niquelado mate se realiza para dar capas gruesas de níquel
sobre hierro, cobre, latón y otros metales,es un baño muy
concentrado que permite trabajar con corrientes de 8 - 20
amperios por decímetro cuadrado
- Los componentes que se utilizan en el niquelado son:
Sulfato de níquel, cloruro de níquel, ácido bórico y
humectante
- Los componentes que se utilizan en el niquelado son:
Sulfato de níquel, cloruro de níquel, ácido bórico y
humectante
- El niquelado brillante se realiza con un baño de
composición idéntica al anterior al que se le
añade un abrillantador
- La temperatura óptima de trabajo está entre 40 y 50 °C, pero
se puede trabajar bien a la temperatura ambiente
- La temperatura óptima de trabajo está entre 40 y 50 °C, pero
se puede trabajar bien a la temperatura ambiente
- El niquelado mate se realiza para dar capas gruesas de níquel
sobre hierro, cobre, latón y otros metales,es un baño muy
concentrado que permite trabajar con corrientes de 8 - 20
amperios por decímetro cuadrado
- En los baños de niquelado se
emplea un ánodo de níquel que se
va disolviendo conforme se va
depositando níquel en el cátodo.
- Hay dos tipos de niquelado: Niquelado
mate y Niquelado brillante
- El niquelado es un recubrimiento metálico de níquel, realizado
mediante baño electrolítico, que se da a los metales, para
aumentar su resistencia a la oxidación y a la corrosión y
mejorar su aspecto en elementos ornamentales.
- Anodizado
- Es una técnica utilizada para modificar la
superficie de un material.
- Se conoce como anodizado a la capa de protección artificial
que se genera sobre el aluminio mediante el óxido protector
del aluminio, conocido como alúmina
- Esta capa se consigue por medio de
procedimientoselectroquímicos, de manera que se consigue
una mayor resistencia y durabilidad del aluminio.
- Con estos procedimientos se consigue la oxidación de la
superficie del aluminio, creando una capa protectora de
alúmina para el resto de la pieza.
- El nombre del proceso deriva del hecho que la pieza a tratar
con este material hace de ánodo en el circuito eléctrico de este
proceso electrolítico.
- La anodización es usada frecuentemente para proteger el
aluminio y el titanio de la abrasión, la corrosión, y para poder
ser tintado en una amplia variedad de colores.
- El nombre del proceso deriva del hecho que la pieza a tratar
con este material hace de ánodo en el circuito eléctrico de este
proceso electrolítico.
- Con estos procedimientos se consigue la oxidación de la
superficie del aluminio, creando una capa protectora de
alúmina para el resto de la pieza.
- Esta capa se consigue por medio de
procedimientoselectroquímicos, de manera que se consigue
una mayor resistencia y durabilidad del aluminio.
- Se conoce como anodizado a la capa de protección artificial
que se genera sobre el aluminio mediante el óxido protector
del aluminio, conocido como alúmina
- Es una técnica utilizada para modificar la
superficie de un material.
- Cromado
- El Cromado es un galvanizado, basado en la electrolisis, por
medio del cual se deposita una fina capa de cromo metálico
sobre objetos metálicos e incluso sobre material plástico.
- El recubrimiento electrolítico con cromo es extensivamente usado
en la industria para proteger metales de la corrosión, mejorar su
aspecto y sus prestaciones
- El recubrimiento electrolítico con cromo es extensivamente usado
en la industria para proteger metales de la corrosión, mejorar su
aspecto y sus prestaciones
- El Cromado es un galvanizado, basado en la electrolisis, por
medio del cual se deposita una fina capa de cromo metálico
sobre objetos metálicos e incluso sobre material plástico.
- Cobrizado
- Tratamiento electrolítico de color cobre brillante, su cometido es
aumentar la conductividad eléctrica en aceros, evita la deposición de
proyecciones de soldadura, y como base posteriores recubrimientos,
con pequeños espesores (4-10 um.).
- Tratamiento electrolítico de color cobre brillante, su cometido es
aumentar la conductividad eléctrica en aceros, evita la deposición de
proyecciones de soldadura, y como base posteriores recubrimientos,
con pequeños espesores (4-10 um.).
- Galvanizado
- Galvanizado es el proceso electroquímico por el cual se
puede cubrir un metal con otro
- La función del galvanizado es proteger la superficie del metal sobre
el cual se realiza el proceso.
- El galvanizado más común consiste en depositar una capa de zinc
(Zn) sobre hierro (Fe); ya que, al ser el zinc más oxidable, menos
noble, que el hierro y generar un óxido estable, protege al hierro de
la oxidación al exponerse al oxígeno del aire.
- La función del galvanizado es proteger la superficie del metal sobre
el cual se realiza el proceso.
- Galvanizado es el proceso electroquímico por el cual se
puede cubrir un metal con otro
- Lacas
- Las lacas son productos que forman películas más o menos duras, más o
menos brillantes y con buena resistencia al frote
- Lacas Pigmentadas: Son moliendas de pigmentos incorporadas a la nitro o
acetoburitato, donde estos actúan como si fueran ligantes.
- Lacas Poliuretanos: Dentro de esta familia se distinguen las de un solo
componente no reactivo y las de dos componentes reactivos
- Lacas Pigmentadas: Son moliendas de pigmentos incorporadas a la nitro o
acetoburitato, donde estos actúan como si fueran ligantes.
- Las lacas son productos que forman películas más o menos duras, más o
menos brillantes y con buena resistencia al frote
- Barnices
- Se denomina barniz el producto constituido solamente por ligantes (resinas
o aceites) y disolventes, mientras que la pintura consta de ligantes,
pigmentos y disolventes
- . El término esmaltes se puede aplicar a las pinturas de acabado (es decir, la
última capa o estrato visible), que poseen una pigmentación fina y un color
determinado, al objeto de conferir un aspecto decorativo, de señalización,
etc.
- . El término esmaltes se puede aplicar a las pinturas de acabado (es decir, la
última capa o estrato visible), que poseen una pigmentación fina y un color
determinado, al objeto de conferir un aspecto decorativo, de señalización,
etc.
- Se denomina barniz el producto constituido solamente por ligantes (resinas
o aceites) y disolventes, mientras que la pintura consta de ligantes,
pigmentos y disolventes
- La composición genérica de una
pintura es la siguiente:
- Los componentes de la pintura varían en gran manera en función del
tipo de acabado que se requiera y de las condiciones de aplicación y
secado.
- Cuando hablan de recubrimientos nos referimos a pinturas, temple,
barnices, esmaltes, lacas, imprimaciones, incluso recubrimientos
electrolíticos, que escapan de este campo.
- Materiales del
automóvil que se
protegen contra el
intemperismo
- El fenómeno de la corrosión en el acero es un proceso químico, en el que
debido a la gran debilidad del acero al ataque del oxígeno, se forma en
presencia de este último una capa de óxido de hierro al reaccionar el hierro
–Fe– del acero con el agua y el oxígeno, provocando de esta forma la
destrucción de la chapa.
- Este proceso de corrosión, provoca una disminución de las propiedades
mecánicas y físicas y un debilitamiento de la chapa que conlleva un
deterioro progresivo de la estructura del automóvil.
- Con el fin de evitar este deterioro progresivo de la carrocería, es importante
tener en cuenta la protección anticorrosiva desde la creación del vehículo,
en su diseño y fabricación, en la reparación y a lo largo de toda su vida útil.
- La protección con revestimientos metálicos consiste en revestir el acero
con otro metal que se oxide más fácilmente que él
- Galvanizado en caliente: consiste en la formación de un recubrimiento
de zinc, mediante la inmersión en un baño de zinc fundido a unos
450ºC
- Electrocincado: se aplica un revestimiento de zinc mediante un
proceso de electrodeposición en continuo sobre una chapa de acero
laminado en frío.
- Galvanizado en caliente: consiste en la formación de un recubrimiento
de zinc, mediante la inmersión en un baño de zinc fundido a unos
450ºC
- La protección con revestimientos metálicos consiste en revestir el acero
con otro metal que se oxide más fácilmente que él
- Con el fin de evitar este deterioro progresivo de la carrocería, es importante
tener en cuenta la protección anticorrosiva desde la creación del vehículo,
en su diseño y fabricación, en la reparación y a lo largo de toda su vida útil.
- Como bien se indicaba anteriormente, la protección anticorrosiva
comienza en la etapa de diseño del vehículo
- En esta fase se pretende evitar zonas en las que el fenómeno de la
corrosión se vea favorecido.
- . Esto se consigue diseñando una carrocería con el menor número posible de piezas, para evitar
zonas de soldadura, y a su vez se procura que estas zonas soldadas estén poco expuestas al
contacto con los agentes atmosféricos, evitando la entrada de humedad y polvo en las cavidades
y partes internas del vehículo, y proporcionando una salida de aire para aquellos orificios donde
se prevea la acumulación de polvo y humedad
- Una vez que se tiene diseñada la estructura del vehículo, se estudian las distintas
posibilidades tecnológicas que eviten la aparición de oxidación en la carrocería
- Una vez que se tiene diseñada la estructura del vehículo, se estudian las distintas
posibilidades tecnológicas que eviten la aparición de oxidación en la carrocería
- . Esto se consigue diseñando una carrocería con el menor número posible de piezas, para evitar
zonas de soldadura, y a su vez se procura que estas zonas soldadas estén poco expuestas al
contacto con los agentes atmosféricos, evitando la entrada de humedad y polvo en las cavidades
y partes internas del vehículo, y proporcionando una salida de aire para aquellos orificios donde
se prevea la acumulación de polvo y humedad
- En esta fase se pretende evitar zonas en las que el fenómeno de la
corrosión se vea favorecido.
- Este proceso de corrosión, provoca una disminución de las propiedades
mecánicas y físicas y un debilitamiento de la chapa que conlleva un
deterioro progresivo de la estructura del automóvil.
- El fenómeno de la corrosión en el acero es un proceso químico, en el que
debido a la gran debilidad del acero al ataque del oxígeno, se forma en
presencia de este último una capa de óxido de hierro al reaccionar el hierro
–Fe– del acero con el agua y el oxígeno, provocando de esta forma la
destrucción de la chapa.
- Condiciones y
contaminantes de
superficie
- Los Contaminantes presentes en una superficie que afectan en los
proyectos de recubrimientos pueden dividirse en tres grandes
grupos:
- • Contaminantes expuestos
en la superficie.
- • Contaminantes en el ambiente susceptibles a
adherirse a la superficie.
- • Contaminantes en el
producto o equipos.
- Los contaminantes suelen influir en el desempeño de los
recubrimientos tanto en la adherencia del sistema de recubrimientos
al material base como la adhesión entre capas de los
recubrimientos.
- Cualquier contaminante atrapado en el metal o material desnudo al
que posteriormente se le vaya a aplicar un tratamiento,
revestimiento o pintura, impedirá el correcto desarrollo del mismo
creando defectos o imperfecciones en el recubrimiento afectando en
gran medida a la adhesión del mismo con el material base.
- • Contaminantes expuestos
en la superficie.
- Los Contaminantes presentes en una superficie que afectan en los
proyectos de recubrimientos pueden dividirse en tres grandes
grupos:
- Pretratamiento de soportes
estructurales de aluminio, acero,
magnesio y partes plásticas.
- Desengrasado.
- Un desengrase puede definirse de manera genérica como
aquella sustancia de naturaleza ácida, neutra o alcalina capaz
de eliminar aceites y grasas de una superficie cuales quiera.
- Pueden ser formulados mediante sustancias naturales como
de sustancias artificiales y su función es la de remover los
aceites y grasas mediante una reacción química
- • Tipos de
desengrasantes
- Desengrasante formulado
base disolvente
- La acción sobre aceites y grasas será mediante la disolución de
esta en su mayoría gracias a la acción química del disolvente.
- La acción sobre aceites y grasas será mediante la disolución de
esta en su mayoría gracias a la acción química del disolvente.
- Desengrasante formulado
en base agua
- La acción sobre los aceites y grasas será mediante procesos de
emulsión, de tal manera que las moléculas de desengrasante
inorgánicos base agua de naturaleza diversa aunque en
mayor mediante álcalis actuará sobre las moléculas de aceite
desprendiéndolas de la superficie y eliminado la adherencia
que puedan tener y posteriormente emulsionando las dichas
moléculas
- La acción sobre los aceites y grasas será mediante procesos de
emulsión, de tal manera que las moléculas de desengrasante
inorgánicos base agua de naturaleza diversa aunque en
mayor mediante álcalis actuará sobre las moléculas de aceite
desprendiéndolas de la superficie y eliminado la adherencia
que puedan tener y posteriormente emulsionando las dichas
moléculas
- Desengrasante formulado
base disolvente
- Razones para
Desengrasar tu Motor
- Mantener la bahía del motor limpia le da un aspecto limpio,
nuevo y que de cuidado a tu auto
- Evitar que la suciedad tape filtros y esto afecte el istema de
enfiramiento
- Mantener la bahía del motor limpia le da un aspecto limpio,
nuevo y que de cuidado a tu auto
- • Tipos de
desengrasantes
- Pueden ser formulados mediante sustancias naturales como
de sustancias artificiales y su función es la de remover los
aceites y grasas mediante una reacción química
- Un desengrase puede definirse de manera genérica como
aquella sustancia de naturaleza ácida, neutra o alcalina capaz
de eliminar aceites y grasas de una superficie cuales quiera.
- Activación
- Un grupo activante es aquel cuya
presencia aumenta la
reactividad, la velocidad de
reacción, del anillo aromático
frente a la sustitución electrófila
aromática respecto a cuándo ese
grupo está ausente
- . Este aumento de la velocidad de reacción se debe a que estos grupos estabilizan el intermedio
catiónico formado durante la sustitución a través de la cesión de densidad electrónica sobre el
sistema anular, ya sea por efecto inductivo o por efecto resonante (o mesomero)
- Esto implica que la barrera o energía de activación disminuya para la primera
étapa de la reacción, que es la que controla la velocidad global de la misma.
- • Activación por
efecto inductivo
- Los alquilos son activantes débiles por efecto inductivo (y también por
hiperconjugación).
- Los alquilos son activantes débiles por efecto inductivo (y también por
hiperconjugación).
- • Activación donde predomina el
efecto resonante:
- Los grupos que pueden ceder por resonancia pares de electrones no
compartidos al sistema π son activantes.
- Los grupos que pueden ceder por resonancia pares de electrones no
compartidos al sistema π son activantes.
- • Activación por
efecto inductivo
- Esto implica que la barrera o energía de activación disminuya para la primera
étapa de la reacción, que es la que controla la velocidad global de la misma.
- . Este aumento de la velocidad de reacción se debe a que estos grupos estabilizan el intermedio
catiónico formado durante la sustitución a través de la cesión de densidad electrónica sobre el
sistema anular, ya sea por efecto inductivo o por efecto resonante (o mesomero)
- Un grupo activante es aquel cuya
presencia aumenta la
reactividad, la velocidad de
reacción, del anillo aromático
frente a la sustitución electrófila
aromática respecto a cuándo ese
grupo está ausente
- Fosfatado a
través de zinc.
- Una de las principales aplicaciones del fosfato de cinc es como componente de
recubrimientos poliméricos resistentes a la corrosión
- En este trabajo se ha procesado polvo cerámico de fosfato de cinc tetrahidratado. Para
ello, se han utilizado tres métodos
- Método de Precipitación Controlada (MPC)
- Se parte de una solución homogénea que contiene una sal soluble del catión de interés en
un medio acuoso y se procede a la adición del agente precipitante de forma controlada.
- El óxido constituye un grave inconveniente y por ello las carrocerías en acero se fabrican
de tal forma que no existan puntos donde la humedad pueda depositarse.
- El óxido constituye un grave inconveniente y por ello las carrocerías en acero se fabrican
de tal forma que no existan puntos donde la humedad pueda depositarse.
- Se parte de una solución homogénea que contiene una sal soluble del catión de interés en
un medio acuoso y se procede a la adición del agente precipitante de forma controlada.
- : precipitación simple de los compuestos precursores metal-orgánicos, método de
precipitación controlada utilizando precursores metal-orgánicos e hidróxido de amonio en
distintas concentraciones como agente precipitante, y precipitación usando como uno de
los precursores óxido de cinc
- Método de Precipitación Controlada (MPC)
- En este trabajo se ha procesado polvo cerámico de fosfato de cinc tetrahidratado. Para
ello, se han utilizado tres métodos
- Una de las principales aplicaciones del fosfato de cinc es como componente de
recubrimientos poliméricos resistentes a la corrosión
- Pasivación.
- La pasivación sucede cuando el cromo presente en el acero inoxidable entra en
contacto con el oxígeno en el aire.
- Esta reacción química forma una capa pasiva de óxido de cromo, la cuál protege la
superficie de acero inoxidable
- Para formar una capa gruesa y uniforme de óxido de cromo, la
superficie debe estar completamente limpia y libre de cualquier
contaminante.
- La abrasión mecánica, el tratamiento térmico, la soldadura, las sales, los
ácidos fuertes y la contaminación galvánica dañan la capa de óxido de
cromo y provocan la indeseable oxidación.
- El sistema SURFOX combina el poder de limpieza de la corriente eléctrica
y las propiedades de pasivación de la solución de limpieza electrolítica.
- El sistema SURFOX combina el poder de limpieza de la corriente eléctrica
y las propiedades de pasivación de la solución de limpieza electrolítica.
- La abrasión mecánica, el tratamiento térmico, la soldadura, las sales, los
ácidos fuertes y la contaminación galvánica dañan la capa de óxido de
cromo y provocan la indeseable oxidación.
- Para formar una capa gruesa y uniforme de óxido de cromo, la
superficie debe estar completamente limpia y libre de cualquier
contaminante.
- Esta reacción química forma una capa pasiva de óxido de cromo, la cuál protege la
superficie de acero inoxidable
- La pasivación sucede cuando el cromo presente en el acero inoxidable entra en
contacto con el oxígeno en el aire.
- Aplicación de color por
pulverización.
- Este es un método de aplicación de pinturas, del cual
se desprenden otros varios tipos:
- Pulverización en caliente
- En el sopleteado convencional a temperatura ambiente, el ajuste de
viscosidad se alcanza adelgazando el sistema con diluyentes
adecuados; el menor contenido de sólidos en volumen reduce el
espesor de película que se puede alcanzar por capa aplicada.
- .Los valores máximos raramente exceden los 80 ºC debido a la posible
descomposición de los componentes.
- La atomización en caliente presenta además la ventaja de reducir el
consumo de energía ya que requiere una menor corriente de aire por el
volumen más bajo de solvente del sistema.
- La adhesión de la película está igualmente favorecida Puede realizarse
con un soplete convencional y también con aquéllos accionados a alta
presión.
- La adhesión de la película está igualmente favorecida Puede realizarse
con un soplete convencional y también con aquéllos accionados a alta
presión.
- La atomización en caliente presenta además la ventaja de reducir el
consumo de energía ya que requiere una menor corriente de aire por el
volumen más bajo de solvente del sistema.
- .Los valores máximos raramente exceden los 80 ºC debido a la posible
descomposición de los componentes.
- En el sopleteado convencional a temperatura ambiente, el ajuste de
viscosidad se alcanza adelgazando el sistema con diluyentes
adecuados; el menor contenido de sólidos en volumen reduce el
espesor de película que se puede alcanzar por capa aplicada.
- Pulverización electroestática pura
- La pintura ingresa a la pistola, y en su interior gira a alta velocidad un
disco accionado por aire comprimido
- Las partículas se atomizan y atraviesan por un hueco de ionización
donde se cargan eléctricamente (la diferencia de potencial oscila
generalmente entre 50 y 150 kilovoltios); éstas, al salir del recipiente de
ionización, se mezclan con el aire que se proyecta por una abertura
circular (tiene por único objeto dirigir el chorro de pintura hacia la
superficie a cubrir).
- La estructura se conecta a tierra.
- La estructura se conecta a tierra.
- Las partículas se atomizan y atraviesan por un hueco de ionización
donde se cargan eléctricamente (la diferencia de potencial oscila
generalmente entre 50 y 150 kilovoltios); éstas, al salir del recipiente de
ionización, se mezclan con el aire que se proyecta por una abertura
circular (tiene por único objeto dirigir el chorro de pintura hacia la
superficie a cubrir).
- La pintura ingresa a la pistola, y en su interior gira a alta velocidad un
disco accionado por aire comprimido
- Pulverización electroestática con aire
- Este método combina la atomización electroestática con la convencional.
- La pintura ingresa a la pistola por presión; ésta dispone en su interior
una cámara de ionización; el aire atomiza la pintura en una boquilla de
mezclado externo y la proyecta sobre la superficie a cubrir.
- Las partículas de pintura alcanzan una velocidad elevada lo cual
permite su ingreso en las irregularidades de la superficie.
- Las partículas de pintura alcanzan una velocidad elevada lo cual
permite su ingreso en las irregularidades de la superficie.
- La pintura ingresa a la pistola por presión; ésta dispone en su interior
una cámara de ionización; el aire atomiza la pintura en una boquilla de
mezclado externo y la proyecta sobre la superficie a cubrir.
- Este método combina la atomización electroestática con la convencional.
- Pulverización en caliente
- Este es un método de aplicación de pinturas, del cual
se desprenden otros varios tipos:
- Aplicación de color por
inmersión
- Este método se utiliza tanto para piezas grandes como pequeñas y
principalmente tubos y cañerías con superficies interiores difíciles de
pintar por otro método
- Para aplicar las partículas de pintura al objeto se utiliza generalmente
pintura base agua y corriente directa.
- Es un método ideal para aplicar la pintura de forma automática, a la
vez que muy ecológico ya que en la actualidad predomina el uso del
agua como disolvente.
- Es un método ideal para aplicar la pintura de forma automática, a la
vez que muy ecológico ya que en la actualidad predomina el uso del
agua como disolvente.
- Para aplicar las partículas de pintura al objeto se utiliza generalmente
pintura base agua y corriente directa.
- Este método se utiliza tanto para piezas grandes como pequeñas y
principalmente tubos y cañerías con superficies interiores difíciles de
pintar por otro método
- Aplicación de
barniz
- El barniz o laca es un tipo de pintura translúcida utilizada en
muchos sectores industriales como revestimiento final de un
determinado soporte que puede haber sido pintado previamente
con un color concreto
- En automoción, el barniz para coche se aplica en superficies
reparadas sobre las que se aplica color previamente, o
superficies ya barnizadas que se han lijado.
- Según su función específica, las lacas se pueden clasificar del siguiente modo:
- Barnices estándar
- Son las lacas de uso común en los talleres de carrocería.
- Son las lacas de uso común en los talleres de carrocería.
- Barnices de secado rápido o ultrarrápido
- Como su nombre indica, son barnices diseñados para que curen
en un tiempo inferior a otras variantes
- Como su nombre indica, son barnices diseñados para que curen
en un tiempo inferior a otras variantes
- Barnices antirrayas.
- Son utilizados por los fabricantes de vehículos en modelos y
versiones de gama superior con el objetivo de aportar calidad al
acabado del vehículo
- Son utilizados por los fabricantes de vehículos en modelos y
versiones de gama superior con el objetivo de aportar calidad al
acabado del vehículo
- Barnices estándar
- Recomendaciones
- Tener una temperatura de unos 20-25ºC
- Usar un disolvente adecuado a la temperatura
- Usar una pistola HVLP de pico 1.3-1.4 y una presión en pistola de 2
bares o en boquilla de 0.7 bares.
- Cuando empecemos a aplicar el barniz,
la primera mano será ligera pero sin
dejarlo pulverizado.
- Esperamos unos 5-10 minutos de evaporación y acto seguido le
damos una mano normal de acabado sin excedernos en la carga
para no tener problemas de descolgados.
- . Dejamos que evapore unos 5 minutos y le damos calor,
normalmente 30 minutos a 60ºC
- Tener una temperatura de unos 20-25ºC
- Según su función específica, las lacas se pueden clasificar del siguiente modo:
- En automoción, el barniz para coche se aplica en superficies
reparadas sobre las que se aplica color previamente, o
superficies ya barnizadas que se han lijado.
- El barniz o laca es un tipo de pintura translúcida utilizada en
muchos sectores industriales como revestimiento final de un
determinado soporte que puede haber sido pintado previamente
con un color concreto
- Enjuague con agua
desionizada
- El agua desionizada o agua desmineralizada es aquella a la que se
le han extraído cationes como el sodio, el calcio, el hierro, el cobre
y otros, y aniones tales como el carbonato, el fluoruro, el cloruro y
otros, mediante un proceso de intercambio iónico.
- . Esto significa que al agua se le han quitado todos los iones,
excepto el ion hidrógeno (H+) o, expresado con términos más
rigurosos, el H3O+ y el OH-, pero puede contener pequeñas
cantidades de impurezas no iónicas, como compuestos orgánicos.
- El agua desionizada es ampliamente utilizado como la mejor
alternativa para aumentar la vida útil de las baterías de
ácido-plomo, así como el sistema de refrigeración del motor.
- Las impurezas que se encuentran en el agua normal reducen
significativamente la duración de las baterías e inducen la
corrosión en el moto
- Además, el agua desionizada sirve para diluir el anticongelante concentrado.
- Además, el agua desionizada sirve para diluir el anticongelante concentrado.
- Las impurezas que se encuentran en el agua normal reducen
significativamente la duración de las baterías e inducen la
corrosión en el moto
- El agua desionizada es ampliamente utilizado como la mejor
alternativa para aumentar la vida útil de las baterías de
ácido-plomo, así como el sistema de refrigeración del motor.
- . Esto significa que al agua se le han quitado todos los iones,
excepto el ion hidrógeno (H+) o, expresado con términos más
rigurosos, el H3O+ y el OH-, pero puede contener pequeñas
cantidades de impurezas no iónicas, como compuestos orgánicos.
- El agua desionizada o agua desmineralizada es aquella a la que se
le han extraído cationes como el sodio, el calcio, el hierro, el cobre
y otros, y aniones tales como el carbonato, el fluoruro, el cloruro y
otros, mediante un proceso de intercambio iónico.
Media attachments
{kind=link}
{kind=link}
Want to create your own Mind Maps for free with GoConqr? Learn more.